This paper discusses some problems in the use and maintenance of low speed and high torque hydraulic motors.
1 Introduction
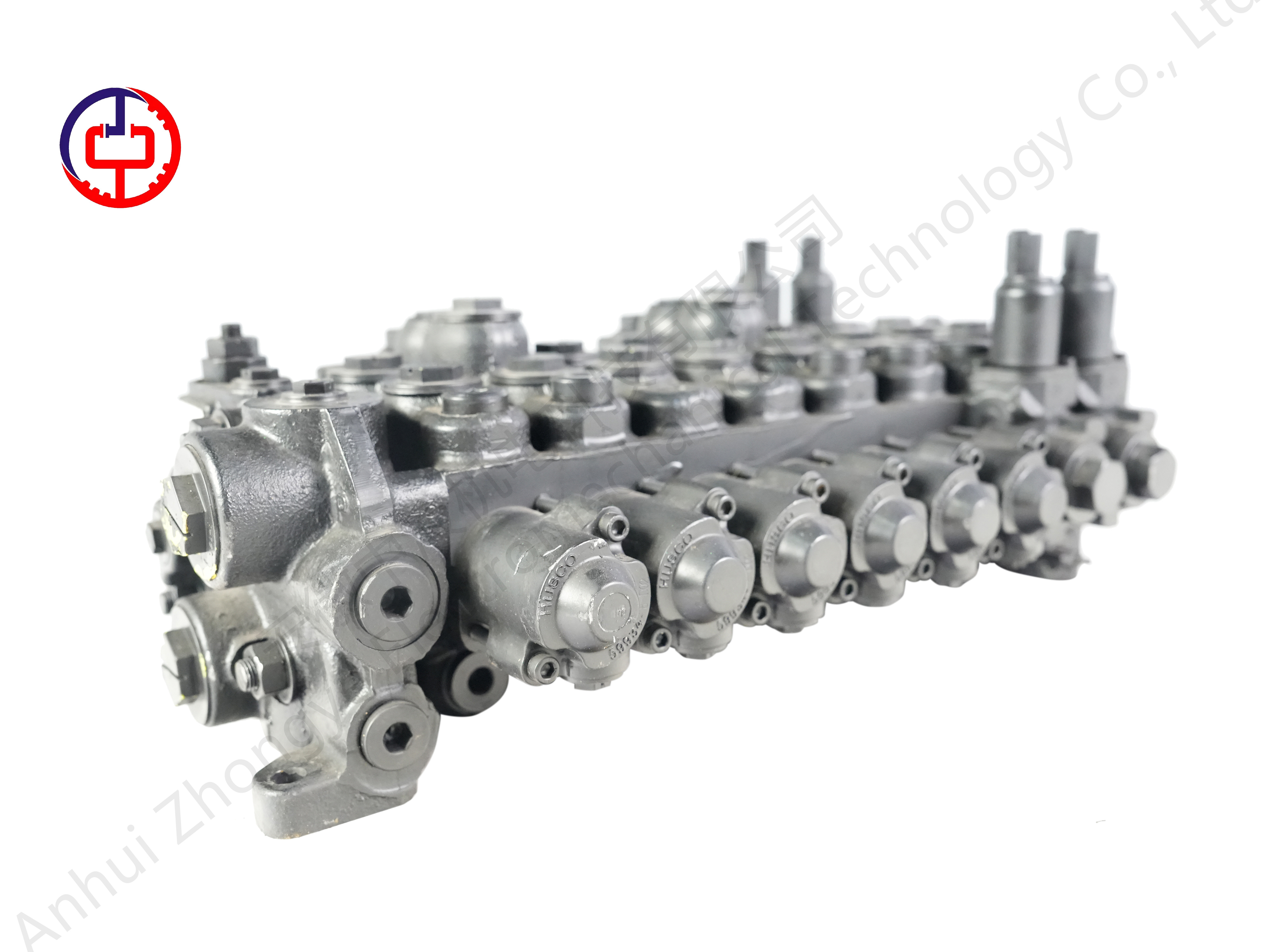
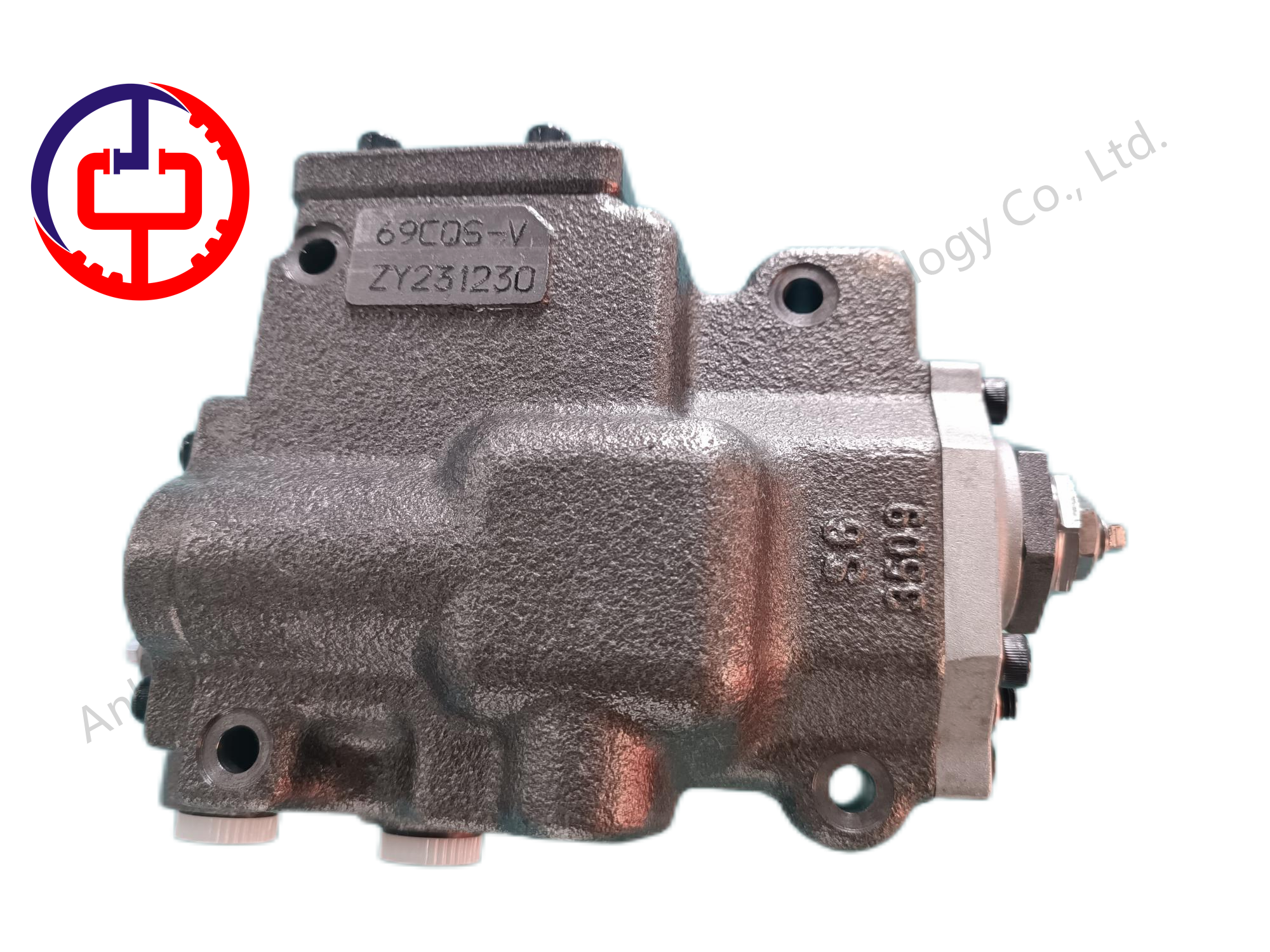
In engineering machinery, mining machinery, construction machinery, etc., low speed high torque hydraulic motor is often used to drive the walking or lifting mechanism. A few low-speed high torque hydraulic motors are axial piston type, while most are radial piston type. Radial piston hydraulic motors can balance part or even all of the hydraulic forces acting on the high and low pressure chambers borne by their rotors by themselves. In addition, these motors have large size and mass, so they are characterized by large torque transmission and can output large power at low speed. In this way, the machine can be connected with the working mechanism without the need of or with a very simple reducer, thus simplifying the machine.
At present, there are many varieties and types of radial piston type low speed high torque hydraulic motors used in industrial and mining enterprises. According to its working principle and structure, they can be divided into crankshaft connecting rod type, static balance type and internal curve multi action type.
The internal curve multi action hydraulic motor has the advantages of large transmission torque, small torque pulsation, small mass, compact structure and high starting efficiency. Therefore, it is the most widely used low-speed high torque hydraulic motor. Therefore, this paper focuses on the internal curve multi action hydraulic motor to discuss the use and maintenance of low speed high torque hydraulic motor.
2. Notes on the use of hydraulic motor
In the normal use of low speed high torque hydraulic motor, it should first ensure that it has sufficient oil return back pressure. The back pressure shall be the minimum output pressure to ensure the stable operation of the hydraulic motor under no load. Generally, the return oil back pressure of the motor shall be increased as the speed increases.
Secondly, the leakage of the hydraulic motor is increased due to poor sealing due to wear or aging of seals, or the mechanical friction resistance is too large, resulting in unstable flow and torque fluctuation of the hydraulic motor, leading to the emergence of creeping phenomenon. Do not work below the minimum stable speed for a long time during operation. Because there is less flow into the motor at low speed and the leakage accounts for a large proportion, the volumetric efficiency is reduced, leading to crawling. In general, the minimum stable speed of internal curve multi action hydraulic motor can reach 0.1r/min~lr/min.
Thirdly, for the hydraulic motor in continuous operation, in order to avoid the excessive wear clearance of the friction pair caused by the high temperature of the motor housing in continuous operation, resulting in large internal leakage, the pressure in the housing will increase and leak out of the housing, which will cause the reduction of the volumetric efficiency, it must be cooled and flushed. The flushing oil can take away the impurities in the motor and cool the radial seal ring. The flushing circuit shall be independent of the system circuit (Figure 1).
3 Requirements for daily maintenance of hydraulic motor
3.1 Return oil back pressure
In order to ensure the stability of the motor, a certain oil return back pressure is required, especially for the internal curve motor. Otherwise, the roller will break away from the surface of the stator guide rail, resulting in impact, vibration, noise, and even damage in serious cases. The back pressure value should not be too large. According to the relationship that the torque of the hydraulic motor is proportional to the pressure difference between the inlet and outlet, when the inlet pressure is constant, the increase of the back pressure will inevitably reduce the pressure difference between the inlet and outlet of the hydraulic motor, which will cause the hydraulic motor to rotate weakly. Generally, the oil return back pressure shall be 0.3MPa~1.0MPa.
3.2 Oil drain pipeline
The oil drain pipe is generally not connected to the oil return pipe of the system. For the motor with flushing system, the oil drain pipe can be used as the flushing oil return pipe. When the motor shaft is installed in the horizontal direction, the oil drain pipe should be connected to the oil drain port at the top of the housing (Fig. 2). If the motor shaft is installed in the vertical direction, the oil drain pipe should be connected to the optional oil drain port of the upper end cover of the motor (Figure 2). If necessary, appropriate back pressure can be added to the oil drain pipe. The back pressure value should not be too large, or it will cause damage to the axial seal ring and cause leakage. The back pressure value should be controlled below 0.5MPa, and the instantaneous peak value in operation should be less than 0.8MPa. It can be known by measuring the motor housing pressure), The motor is always filled with oil, and the running noise of the motor can be reduced.
3.3 Add lubricating grease regularly
Because the internal curve multi acting hydraulic motor has low speed and large load, it is difficult for its internal rolling bearing to form a lubricating oil film, so it should be greased regularly, and the cycle is generally 2000h~3000h.
3.4 Motor installation and replacement
When replacing the motor, the motor output shaft shall be subject to less or no radial force as much as possible to ensure that the internal support bearing of the motor is not subject to additional force, otherwise, the oil distribution mechanism will deflect and affect its service life if it is used for a long time. Therefore, when the motor is installed, the transmission shaft shall be concentric with other machinery, or flexible connection shall be adopted. For the motor with torque arm, the motor and torque arm should be connected before fixing the torque arm to prevent damage to the housing or port shaft.
3.5 Pay attention to catching abnormal signals
Be good at catching fault signals and taking measures in time. Small changes in sound, vibration, and temperature can all indicate problems with the motor. The motor has been used, and there is internal leakage, and the leakage will increase with the increase of temperature. External leakage may also occur because internal leakage can deform the gasket and lining ring. To judge the internal leakage of the motor, the author's maintenance experience is: first cut off the oil return pipe of the motor, stop the system flushing and disconnect the connection between the motor and the flushing pipe, and then adjust the system pressure to the minimum. After starting the oil pump, gradually adjust the pressure to the normal range. The shell pressure change and leakage can be observed at the pressure measuring point and the oil drain port of the motor. If necessary, the test can be conducted in both positive and negative directions.
3.6 Keep the oil clean
Keep the hydraulic oil as clean as possible. Behind the faults of most hydraulic motors, there is a potential decline in the quality of hydraulic oil. Faults are mostly caused by solid particles (particles), pollutants and gelatinous substances formed by overheating. The experience summarized is that the oil cleanliness of the hydraulic system with hydraulic motor should be at least within NAS9. Otherwise, the impurities contained in the hydraulic oil will cause wear on the friction part surface of the Madane, and the friction pair will wear into grooves, resulting in increased leakage.


 Home
Home
 Product
Product
 Equipment
Equipment
 Contact
Contact
